 hubYongxing foundry is a collection of casting, machining large-scale foundry enterprises...
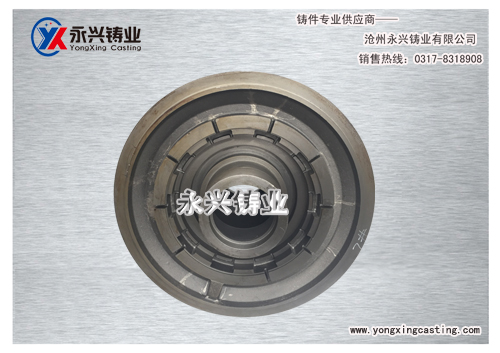
hubYongxing foundry is a collection of casting, machining large-scale foundry enterprises...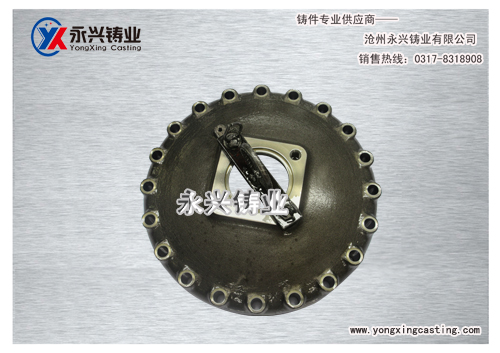 Compressor body coverYongxing foundry is a collection of casting, machining large-scale foundry enterprises...
Compressor body coverYongxing foundry is a collection of casting, machining large-scale foundry enterprises...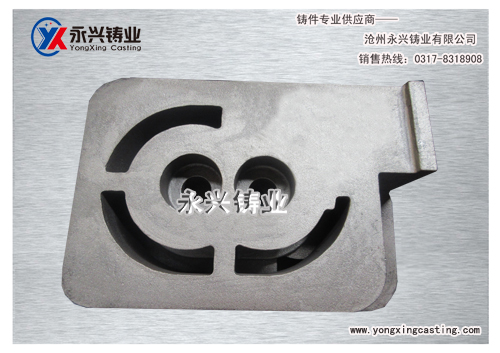 baseplateYongxing foundry is a collection of casting, machining large-scale foundry enterprises...
baseplateYongxing foundry is a collection of casting, machining large-scale foundry enterprises... valve coverYongxing foundry is a collection of casting, machining large-scale foundry enterprises...
valve coverYongxing foundry is a collection of casting, machining large-scale foundry enterprises...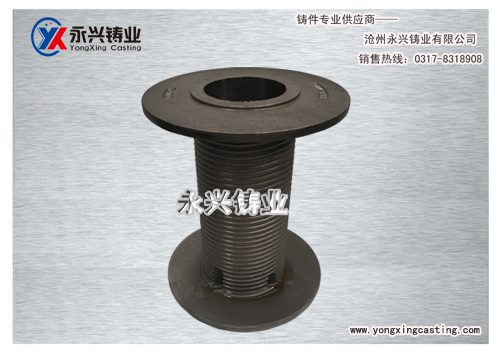 coiling blockYongxing foundry is a collection of casting, machining large-scale foundry enterprises...
coiling blockYongxing foundry is a collection of casting, machining large-scale foundry enterprises... supportYongxing foundry is a collection of casting, machining large-scale foundry enterprises...
supportYongxing foundry is a collection of casting, machining large-scale foundry enterprises... pump body castingYongxing foundry is a collection of casting, machining large-scale foundry enterprises...
pump body castingYongxing foundry is a collection of casting, machining large-scale foundry enterprises... motor baseYongxing foundry is a collection of casting, machining large-scale foundry enterprises...
motor baseYongxing foundry is a collection of casting, machining large-scale foundry enterprises...1. The air holes are in the inside of the bed casting, on the surface or near the surface. There are smooth holes with unequal sizes. The shapes are round, long and irregular, and they are single and aggregated. The color is white or dark, sometimes covered with a layer of oxide. Reduces the amount of inspiratory metal in the smelt. Reducing the amount of gas generated in the sand casting process, improving the casting structure of the bed and improving the air permeability of the sand and core, so that the gas can be discharged smoothly.
2. Shrinkage pores inside the bed castings are small and inconsistent. They gather at one or more places, and the crystal grains are large. There are tiny holes between the crystal grains. Water seepage is caused during the hydrostatic test. Minimize the thermal section at the connection between the walls and try to reduce the pouring temperature and pouring speed.
3, sand hole in the bed casting or surface filled with sand holes. Strictly control the sand performance and styling operation, and pay attention to cleaning the cavity before forming.
4, cold crack in the bed castings have penetration or non-penetration cracks (mainly straight), cracking metal skin oxidation.
5. There is a gap or crater that is not completely fused on the casting of the bed, and its boundary is smooth. Increase pouring temperature and pouring speed. Improve the gating system. Pouring constantly.
6. Sticking sand on the surface of the bed casting, covered in whole or in part with a layer of metal (or metal oxide) and sand (or paint) mixed compound or a burning structure of sand, resulting in bed castings rough surface.
 Address: No. 3 Road Development Zone of Botou City, Hebei province China
Address: No. 3 Road Development Zone of Botou City, Hebei province China